Маркировка электродов. Читаем правильно.
Итак, для чего предназначен электрод? Для начала, прочтём табличку на пачке, например, эту:
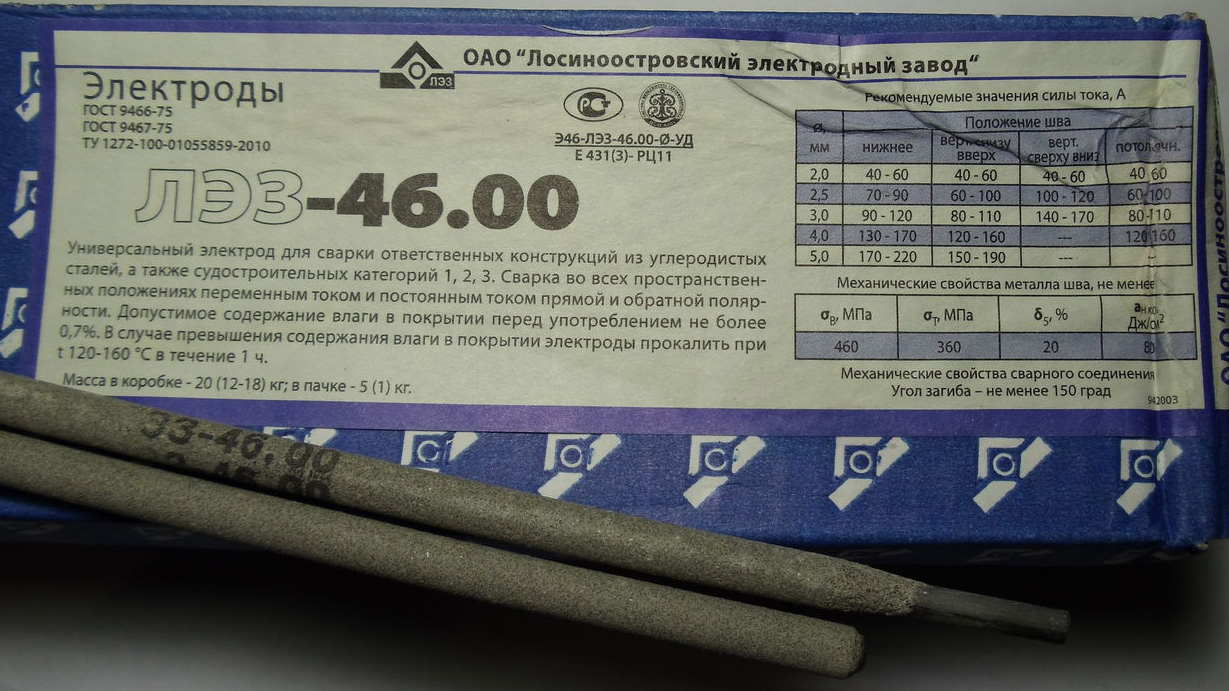 Мы видим тут наименование электродов - ЛЭЗ-46.00 и , чуть выше и правее, загадочную цепочку символов в две строки:
Мы видим тут наименование электродов - ЛЭЗ-46.00 и , чуть выше и правее, загадочную цепочку символов в две строки:
Э46-ЛЭЗ-46.00-⌀-УД
Е 431(3)-РЦ11
Данная запись, рассказывает нам всё, об этом электроде, начиная от металла стержня, заканчивая положениями, в которых можно им варить. Разберём всё по порядку:
 Э46 - это металл стержня, расшифровывается следующим образом, буква Э – означает электрод для ручной сварки. Число 46, это усилие, которое нужно приложить на один квадратный миллиметр сечения шва или наплавки, чтобы шов разорвало, то есть 46 килограмм.
Э46 - это металл стержня, расшифровывается следующим образом, буква Э – означает электрод для ручной сварки. Число 46, это усилие, которое нужно приложить на один квадратный миллиметр сечения шва или наплавки, чтобы шов разорвало, то есть 46 килограмм.
 Следом у нас идёт ЛЭЗ-46.00 - это марка самого электрода, та, которая указывается на ценнике в магазине или в каталоге интернет-магазина. Именно её, обычно, и упоминают в разговоре, при заказе или обсуждении, чем выполнить шов в том или ином случае.
Следом у нас идёт ЛЭЗ-46.00 - это марка самого электрода, та, которая указывается на ценнике в магазине или в каталоге интернет-магазина. Именно её, обычно, и упоминают в разговоре, при заказе или обсуждении, чем выполнить шов в том или ином случае.
 Следующий число, либо символ ⌀, диаметр электродов в этой конкретно пачке. Может указываться как в этой кодировке, так и просто штампом, например - "3,2мм", просто на торце пачки.
Следующий число, либо символ ⌀, диаметр электродов в этой конкретно пачке. Может указываться как в этой кодировке, так и просто штампом, например - "3,2мм", просто на торце пачки.
 Далее, в верхней строке, идёт назначение электрода, в нашем случае - У, что означает, что данный электрод предназначен для сварки низколегированных и углеродистых сталей. Электроды, предназначаются для различных задач, которые определяются буквенной маркировкой, В - сварка высоколегированных сталей, Т - сварка теплоустойчивых сплавов, Л - сварка конструкционных сталей, в которых присутствуют легирующие элементы, Н - используются только для наплавки и, наша У, сварка низколегированных и углеродистых сталей.
Далее, в верхней строке, идёт назначение электрода, в нашем случае - У, что означает, что данный электрод предназначен для сварки низколегированных и углеродистых сталей. Электроды, предназначаются для различных задач, которые определяются буквенной маркировкой, В - сварка высоколегированных сталей, Т - сварка теплоустойчивых сплавов, Л - сварка конструкционных сталей, в которых присутствуют легирующие элементы, Н - используются только для наплавки и, наша У, сварка низколегированных и углеродистых сталей.
 Следующий символ, в нашем случае Д - даёт нам понимание, о толщине обмазки электрода. Всего четыре ступени: с тонким покрытием - М, со средним покрытием - С, с толстым покрытием - Д; с особо толстым покрытием - Г.
Следующий символ, в нашем случае Д - даёт нам понимание, о толщине обмазки электрода. Всего четыре ступени: с тонким покрытием - М, со средним покрытием - С, с толстым покрытием - Д; с особо толстым покрытием - Г.
С верхней строкой разобрались, переходим к нижней. Разберём её так же не спеша и по порядку:
 Е - кодировка плавящегося электрода с покрытием, сгорающим в сварочной дуге.
Е - кодировка плавящегося электрода с покрытием, сгорающим в сварочной дуге.
 Следующая группа чисел, индекс физических свойств шва. В нашем случае, этот индекс состоит из четырех чисел (одно в скобках), имеющих следующее значение:
Следующая группа чисел, индекс физических свойств шва. В нашем случае, этот индекс состоит из четырех чисел (одно в скобках), имеющих следующее значение:
Первое число 4 - это индекс устойчивости шва к коррозии. Имеет пять ступеней, чем выше, тем выше антикоррозийная стойкость шва.
Второе число 3 - это индекс тепловой устойчивости. Имеет девять ступеней от 500° до температур свыше 850°. В нашем случае, температурная стойкость шва, лежит в диапазоне 560-600°.
Третье число 1 - это индекс предельной температуры для шва. Имеет так же девять ступеней, в диапазоне от 600° до 1000° Цельсия. В нашем случае, самый нижний порог.
Число в скобках (3) - индекс ферритной фазы шва. Ферритная фаза - это содержание мелкодисперсионного дельта феррита. Слишком высокий показатель указывает на склонность сварочного металла к хрупкости во время нагревания. Имеет восемь уровней, от 2% до 8%, чем ниже, тем лучше.
 РЦ - обозначение покрытия электрода. В данном случае, это рутил-целлюлозная обмазка. Обмазка электрода, помимо защиты расплавленного металла в сварочной ванне от окисления, имеет ещё и другие свойства, из-за содержания в своём составе кварцевого песка, каолина, мрамора, марганцевой руды, титанового концентрата, мела. В частности, формирование защитного покрытия шва, так называемой "окалины", которая препятствует окислению горячего металла шва, растекаясь по его поверхности.
РЦ - обозначение покрытия электрода. В данном случае, это рутил-целлюлозная обмазка. Обмазка электрода, помимо защиты расплавленного металла в сварочной ванне от окисления, имеет ещё и другие свойства, из-за содержания в своём составе кварцевого песка, каолина, мрамора, марганцевой руды, титанового концентрата, мела. В частности, формирование защитного покрытия шва, так называемой "окалины", которая препятствует окислению горячего металла шва, растекаясь по его поверхности.
В основном, используются следующие покрытия и их кодировки: А - кислое покрытие. Электроды с такой маркировкой изготавливаются для работ во всех пространственных положениях на постоянном и переменном токе. Но сверху-вниз, варить ими плохо. Не годятся для соединения металлов с высоким содержанием углерода и серы, разбрызгивают капли, склонны к трещинам в шве. Б - это основное покрытие, рассчитанное на сварку постоянным током обратной полярности. Подходит для соединения массивных заготовок. Р - обозначение для рутиловой обмазки. Электродами можно работать на переменном и постоянном токе в любом пространственном положении, но вертикалы сверху-вниз даются плохо. Ц - целлюлозное покрытие. Используются для монтажа металлоконструкций, отлично варят во всех положениях в пространстве на постоянном и переменном токе. Но присутствуют повышенных потери на разбрызгивание. РБ, АЦ - смешанные варианты обмазки. Оптимальны для сварки в нижнем и вертикальном положениях трубопроводов. Обеспечивают низкий расход.
 Предпоследний код, в нашем случае 1, обозначает пространственные положения для сваривания данным электродом. 1 - означает, что варить им можно как угодно. Всего обозначений четыре: 1 - универсальные для всех положений, 2 - для всех положений, кроме вертикального сверху-вниз, 3 - для горизонтали на вертикальной поверхности, не предназначены для потолочного сваривания и 4 - для нижних угловых, тавровых, стыковых и нахлёстных соединений.
Предпоследний код, в нашем случае 1, обозначает пространственные положения для сваривания данным электродом. 1 - означает, что варить им можно как угодно. Всего обозначений четыре: 1 - универсальные для всех положений, 2 - для всех положений, кроме вертикального сверху-вниз, 3 - для горизонтали на вертикальной поверхности, не предназначены для потолочного сваривания и 4 - для нижних угловых, тавровых, стыковых и нахлёстных соединений.
 И наконец последняя 1 в кодировке электрода, даёт нам данные о полярности и напряжении при сварке. Всего десять ступеней, от 0 до 9, со следующими значениями: 0 - постоянным током обратной полярности, наша 1 - 50 V, полярность любая, 2 - 50 V, прямая, 3 - 50 V, обратная, 4 - 70 V, любая, 5 - 70 V, прямая, 6 - 70 V, обратная, 7 - 90 V, любая, 8 - 90 V, прямая, 9 - 90 V, обратная.
И наконец последняя 1 в кодировке электрода, даёт нам данные о полярности и напряжении при сварке. Всего десять ступеней, от 0 до 9, со следующими значениями: 0 - постоянным током обратной полярности, наша 1 - 50 V, полярность любая, 2 - 50 V, прямая, 3 - 50 V, обратная, 4 - 70 V, любая, 5 - 70 V, прямая, 6 - 70 V, обратная, 7 - 90 V, любая, 8 - 90 V, прямая, 9 - 90 V, обратная.
Надеемся, что помогли вам хоть немного разобраться в кодировке, что она означает и у вас не будет проблем с подбором нужного вам электрода.
Комментариев 0