Брак шва. Причины.
Сварочные швы, могут приобретать различные дефекты, как то: трещины, зашлаковка, непровар и различные другие. Мы отобрали самые распространённые причины и постараемся пояснить причины дефекта и как решить этот вопрос.
Трещина шва.
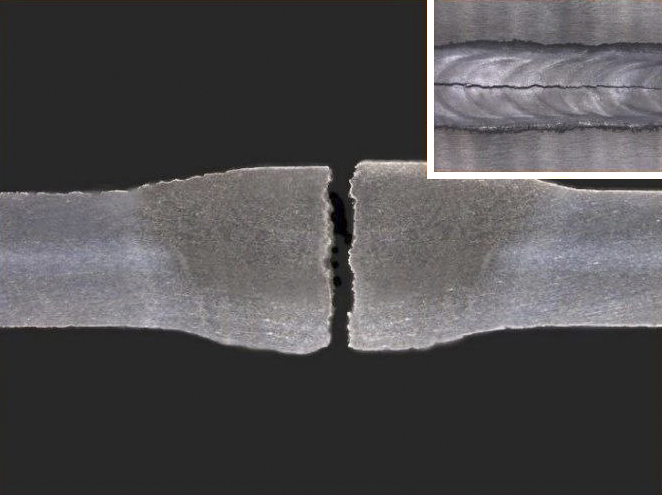
| Возможные причины дефекта и методы решения | |
| Глубокая, но узкая разделка | Привести ширину разделки к её глубине к соотношению 1:1 для чермета и 1,5:1 для нержавейки |
Высокие напряжения материала | Используйте правильную технологию сварки для снижения напряжения материала |
Неправильно подобранные присадочные материалы | Используйте присадочные материалы (пруток, проволоку, электрод), предназначенные конкретно для свариваемого вами материала |
| Загрязнение свариваемых кромок | Хорошо зачищайте и обезжиривайте кромки свариваемого материала, непосредственно перед свариванием |
| Слишком высокая скорость сваривания | Проводите сваривание с более низкой скоростью |
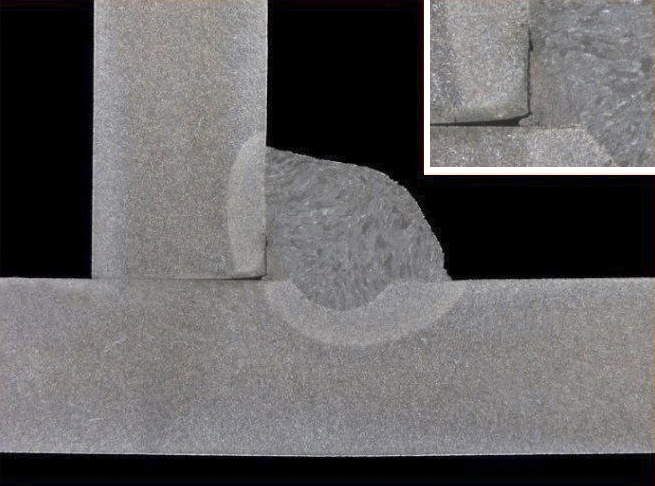
Несимметричный шов
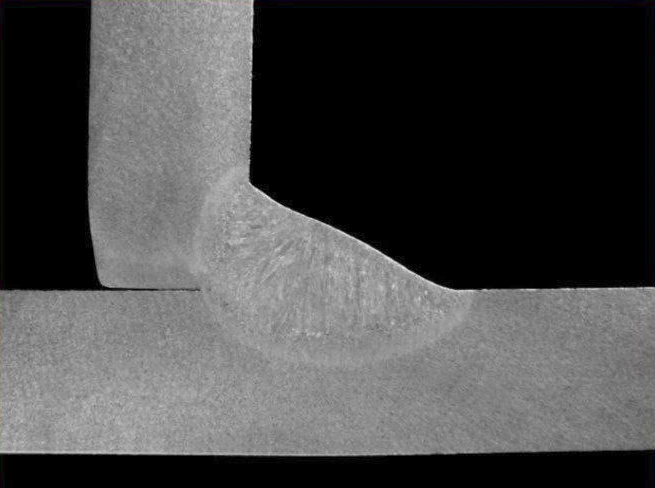
| Возможные причины дефекта и методы решения | |
| Неверный угол наклона электрода | Держите электрод, под правильным углом |
| Завышенный размер сварочной ванны | Сбавьте ток/подачу |
| Магнитное дутьё | Переставьте магнит, варите короткой дугой, варите переменкой |
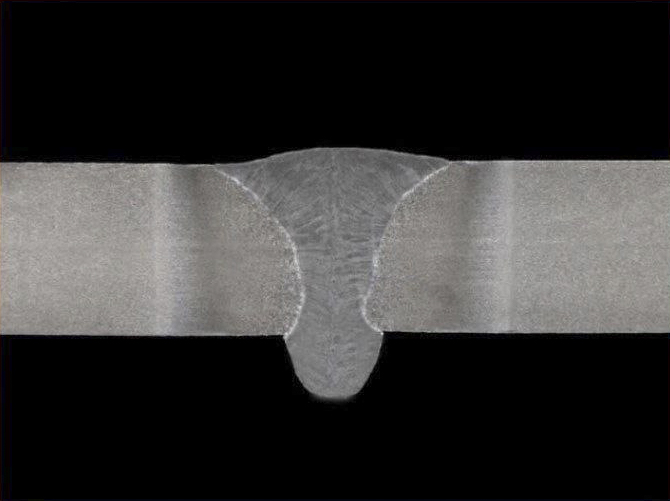
Завышение шва
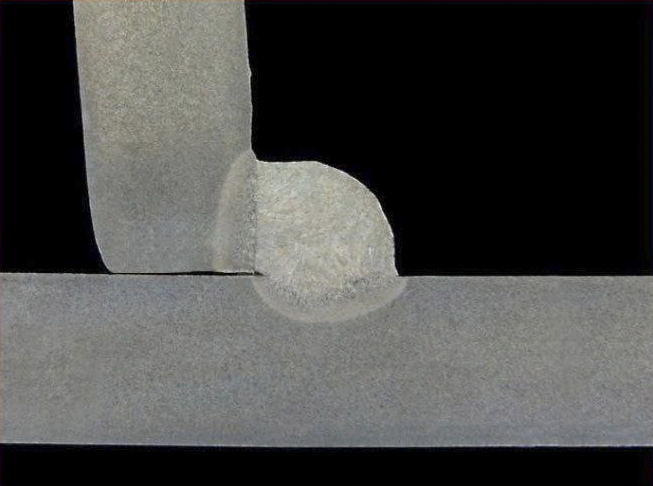
| Возможные причины дефекта и методы решения | |
| Высокий ток/подача и малая скорость сваривания | Понизьте ток/подачу или увеличьте скорость сваривания |
| Большой диаметр электрода | Возьмите электрод меньшего диаметра |
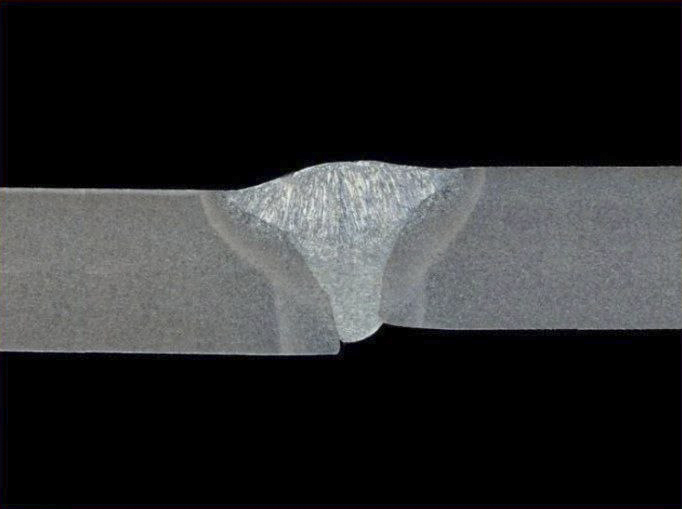
Непровар
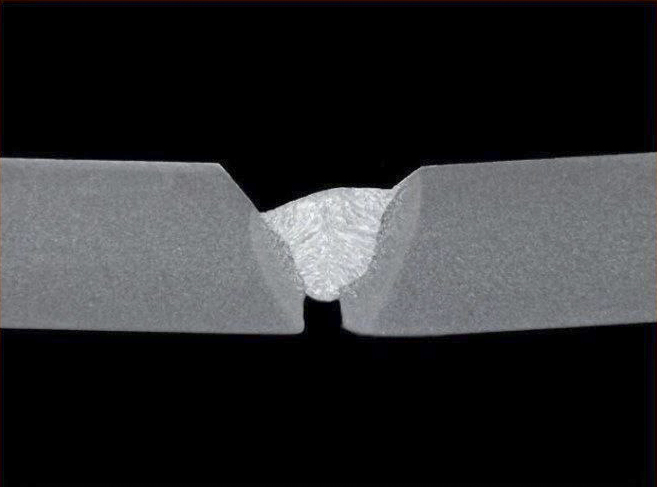
| Возможные причины дефекта и методы решения | |
| Неправильная форма и подготовка разделки | Увеличьте зазор и снизьте притупление |
| Слишком длинная дуга | Варите короткой дугой (снизьте напряжение) |
| Электрод большого диаметра | Возьмите электрод меньшего диаметра |
| Большая скорость сварки | Снизьте скорость сварки |
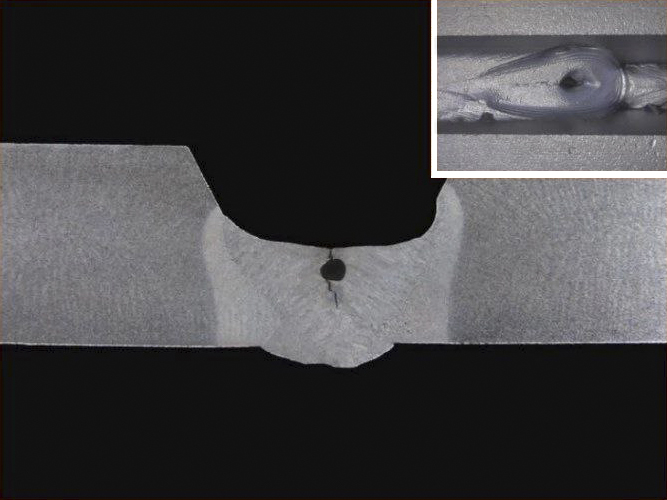
Несплавление
| Возможные причины дефекта и методы решения | |
| Слишком узкая разделка | Сделайте правильную разделку |
| Неправильный угол наклона электродов | Подавайте электрод под нужным углом |
| Завышенный ток при малой скорости сварки (вытекание металла) | Снизьте ток и увеличьте скорость сварки |
| Грязные кромки разделки | Сделайте зачистку кромок |
| Магнитное дутьё | Переставьте магнит, варите короткой дугой, варите переменкой |
Поры
| Возможные причины дефекта и методы решения | |
| Недостаточная газовая защита | Уменьшите поток защитного газа, не варите на ветру (огородитесь), не допускайте колебаний сварочной ванны |
| Влажные электроды | Прокалите электроды перед сваркой |
| Загрязнение кромок разделки | Зачистите кромки разделки |
Провисание
| Возможные причины дефекта и методы решения | |
| Завышенное тепловложение | Повысьте скорость сварки или снизьте ток |
| Большой зазор | Исправьте разделку |
| Малое притупление | Увеличьте притупление |
Смещение
| Возможные причины дефекта и методы решения | |
| Неверная сборка перед сваркой | Собирайте стыки аккуратнее |
| Постсварочные деформации | Жёстко крепите свариваемые детали, соблюдайте технологию сварки |
| Неверная расстановка прихваток | Ставьте прихватки, компенсирующие деформацию |
Свищи
| Возможные причины дефекта и методы решения | |
| Усадка сварочной ванны при кристаллизации | Отведите дугу назад по ванне, либо на кромку, при завершении |
| Обрыв дуги на большой сварочной ванне | Уменьшите сварочную ванну перед завершением |
| Неверная техника завершения сваривания | Очищайте места "замков" перед продолжением сваривания |
Зашлаковка

| Возможные причины дефекта и методы решения | |
| Неверное накладывание валиков шва друг на друга | Используйте верный размер и угол электрода |
| Недостаточная очистка от шлака, перед следующим проходом | Тщательно зачищайте шов, перед следующим проходом |
| Вытекание шлака вперёд дуги | Удерживайте дугу в передней части сварочной ванны |
| Зауженная разделка | Увеличьте угол раскрытия разделки |
Комментариев 0